西安蘭電電機有限公司
LANZHOU ELECTRIC MACHINERY CO., LTD
承攬國內外各類型電機、發(fā)動機、控制屏等電機
產品的維修及各類低壓、高壓電機線圈的制造。
全國咨詢熱線:
18109400000
18993187000

LANZHOU ELECTRIC MACHINERY CO., LTD
承攬國內外各類型電機、發(fā)動機、控制屏等電機
產品的維修及各類低壓、高壓電機線圈的制造。
18109400000
18993187000


INFORMATION
 熱門推薦
熱門推薦
 西安電機維修廠家
西安電機維修廠家
 TK5300KW電機轉子檢修/維修/修理
TK5300KW電機轉子檢修/維修/修理
 電機發(fā)出異常聲音如何維修
電機發(fā)出異常聲音如何維修
 1800KW立式循泵電機轉更換轉軸
1800KW立式循泵電機轉更換轉軸
 化工廠電機維修
化工廠電機維修
 西安電機修理廠
西安電機修理廠
 西安電機修造廠
西安電機修造廠
 西安電機維修廠家告訴你如何檢修和維修
西安電機維修廠家告訴你如何檢修和維修
 電機零部件損壞后如何修理
電機零部件損壞后如何修理
 電機維修發(fā)現繞組短路,如何檢修
電機維修發(fā)現繞組短路,如何檢修
 電機維修時如何處理集電環(huán)短路的故障
電機維修時如何處理集電環(huán)短路的故障
 電機機體溫度過高
電機機體溫度過高
 電機轉子大修
電機轉子大修
 更換電機軸承
更換電機軸承
 交流電機維修工 電動機定子
交流電機維修工 電動機定子
 西安伺服電機維修
西安伺服電機維修
 西安高壓電機維修
西安高壓電機維修
 西安直流電機維修
西安直流電機維修
 伺服電機維修
伺服電機維修
 TK5300KW電機轉子檢修
TK5300KW電機轉子檢修
 3150KW同步電機換軸
3150KW同步電機換軸
 2000KW直流電機大修
2000KW直流電機大修
 變壓器維修
變壓器維修
 發(fā)電機維修
發(fā)電機維修
 直流電機維修
直流電機維修
 變頻電機維修、改造
變頻電機維修、改造
 10000KW 高壓電機大修
10000KW 高壓電機大修
 直流轉子大修
直流轉子大修
 同步電機維修保養(yǎng)
同步電機維修保養(yǎng)
 伺服電機維修保養(yǎng)
伺服電機維修保養(yǎng)
 專業(yè)電機維修
專業(yè)電機維修
 同步機維修過程
同步機維修過程
 AEG公司350KW直流機換線
AEG公司350KW直流機換線
 FEG直流修理
FEG直流修理
 3200KW高壓同步機現場檢維修
3200KW高壓同步機現場檢維修
 2600KW同步機線圈局部修理
2600KW同步機線圈局部修理
 同步機定子試驗
同步機定子試驗
 3200KW電機更換線圈
3200KW電機更換線圈
 2900KW電機維修過程
2900KW電機維修過程
 大直流維修_2800KW電機解體、抽芯
大直流維修_2800KW電機解體、抽芯
 大直流修理
大直流修理
 伺服電機修理
伺服電機修理
 進口變頻柜裝配_進口變頻電機維修
進口變頻柜裝配_進口變頻電機維修
 20000kw水發(fā)現場動平衡
20000kw水發(fā)現場動平衡
 3200KW高壓同步機現場檢修
3200KW高壓同步機現場檢修
 電磁除鐵器
電磁除鐵器
 電磁鐵換線圈
電磁鐵換線圈
 大電機轉子
大電機轉子
 高壓電機維修
高壓電機維修
 YR2500kw轉子動平衡
YR2500kw轉子動平衡
 3200KW電機大軸熱裝
3200KW電機大軸熱裝
 2800kw電機轉子動平衡
2800kw電機轉子動平衡
 1250KW電機轉子精加工
1250KW電機轉子精加工


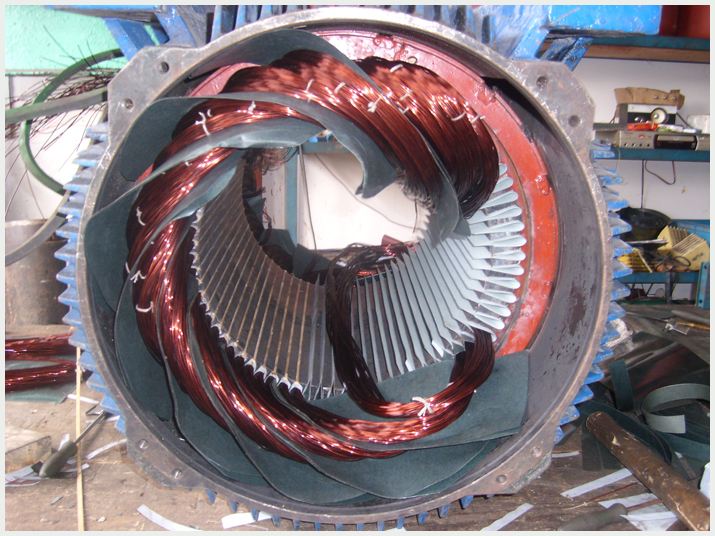
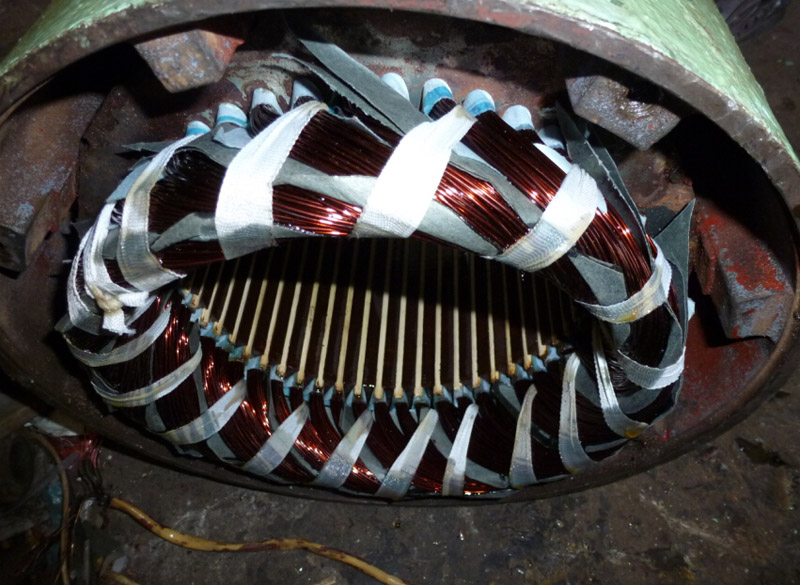
關于西安電機維修的嵌線工藝,**就由蘭電電機維修廠家的小編給你解釋吧。
定子下線時,槽底絕緣材料厚度不小于1mm,槽中絕緣材料不小于2mm,槽楔厚度不小于4mm,**定子槽內線棒、槽楔同鐵心配合配合緊實;
線圈相內連接線半疊包5442-1,0.14*25mm少膠粉云母帶7層,相間連接線包不少于8層;線圈端箍對地絕緣采用F級5442-1,0.14*25mm少膠云母帶半疊包不少于8層;端箍內側安放20mm滌玻繩用無堿玻璃絲帶包扎,**線圈斜線部位與端箍的絕緣不受損傷。
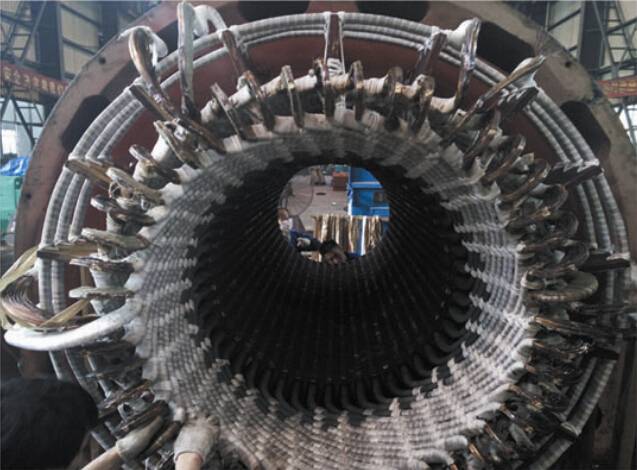
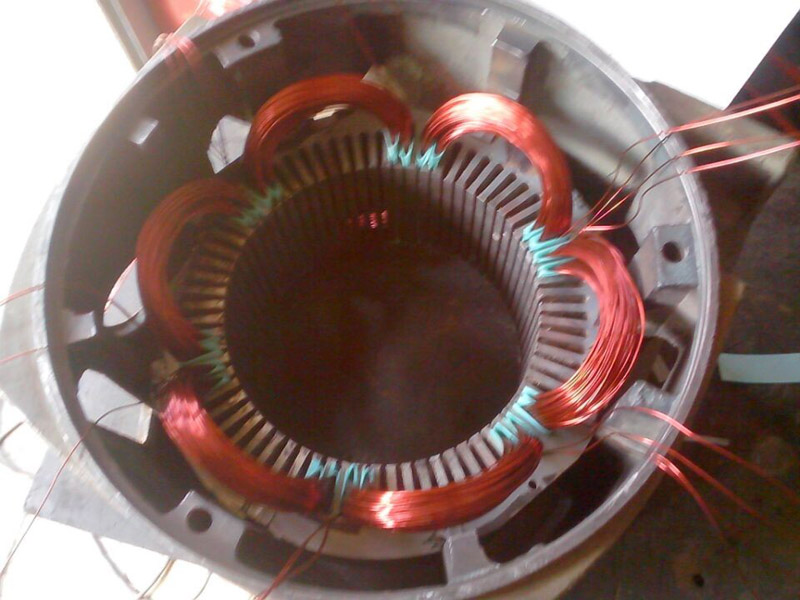
端部跨線綁扎部位需配墊適型材料,如扎滌破繩二道,以防電磁振動磨擦出現黃粉現象,端部小引線部位需加固綁扎滌玻繩一道,以防電磁振動使導線焊接部位開裂。線圈與線圈之間的綁扎用滌玻繩底面線各扎一道。
線圈與線圈引出頭的連接采用25%的銀焊進行搭接處理,焊接牢固,表面光滑、無夾渣、毛刺及漏焊,以**直流電阻達到標準要求。下線結束后進行交直流耐壓試驗:(按VPI工藝試驗標準)

A、匝間試驗用脈沖波形比較法測試,試驗電壓為30000V;
B、交流耐壓試驗:嵌線后為30000V.10秒,焊接后為30000V.10秒,出廠為30000V,時間1分鐘;
C、直流耐壓試驗:電壓為30000V,泄漏電流三相平衡。
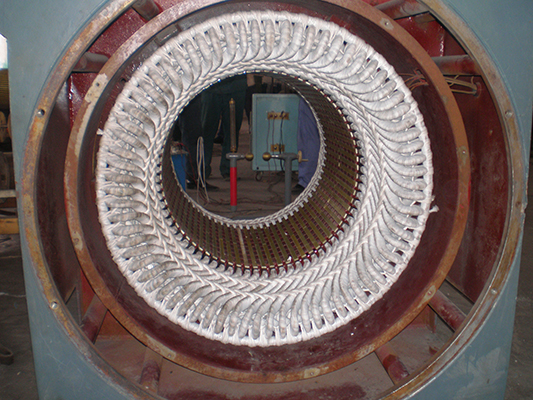
5、VPI真空壓力浸漆工藝:
嵌線后采用VPI真空加壓整浸處理:真空預烘8小時/120℃,冷卻至60℃,真空浸漬F級T1149-2環(huán)氧無溶劑絕緣漆(真空100Pa/正壓0.5MPa),充分填充線圈絕緣層與層間空隙,線圈與鐵心間空隙。再次復烘10小時/145℃,直至絕緣電阻值穩(wěn)定。真空壓力浸漆后,線圈滿足濕熱帶電機**標標準,防潮、防鹽霧、抗腐蝕性能良好。
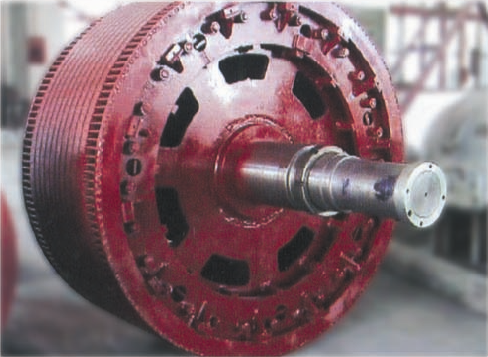
轉子平衡校正:
1、根據轉子慣量及轉速校正動平衡,精度等級按ISO940達G2.5級;
2、轉子的導磁、導電部份噴8037抗弧覆蓋漆,其他非配合面刷防銹漆
空氣冷卻器保養(yǎng)
1、用壓縮空氣吹凈空氣冷卻器內外表面等處的灰塵并清除污垢;
2、空-空冷卻器:用軟軸電動鋼絲刷清理冷卻管,空-水冷卻器:用清垢劑清除冷卻管內水垢;
3、檢查空氣冷卻器的各接口是否良好,必要時予以修復
4、制作新的密封條。
總裝
1、確認新軸承合格,置于專用裝置上加熱,套入主軸兩端;
2、用專用工具將轉子穿入定子膛內后,再在軸承上加入潤滑脂
3、裝上端蓋、軸承蓋、擰緊各部螺栓
4、按標記墊好密封條,裝上空氣冷卻器
5、按裝外風扇,套入外罩與冷卻器聯接好;
6、盤動轉子,應靈活,無任何異常;
7、加熱聯軸器,套入轉子傳動端處;
8、按記錄墊好密封條,裝上空氣冷卻
試驗
1、定子三相線圈直流電阻測定
2、定子線圈絕緣電阻測定
3、定子線圈吸收比測定
咨詢熱線:18993187000
手機:18109400000(馬總)
郵箱:xalddj@126.com
地址:西安市鄠邑區(qū)灃京工業(yè)園灃五東路
Copyright © 西安蘭電電機有限公司 版權所有 陜ICP備20000274號-1 網站地圖 RSS XML  陜公網安備 61012502000272號
陜公網安備 61012502000272號
技術支持:甘肅子坤網絡
 當前位置:
當前位置: